Linha de Máquina de Perfuração e Rosqueamento de Ângulo CNC com 3 Brocas em Cada Lado, Velocidade de Alimentação de Ângulo de 40m/Min
Uso do Produto:
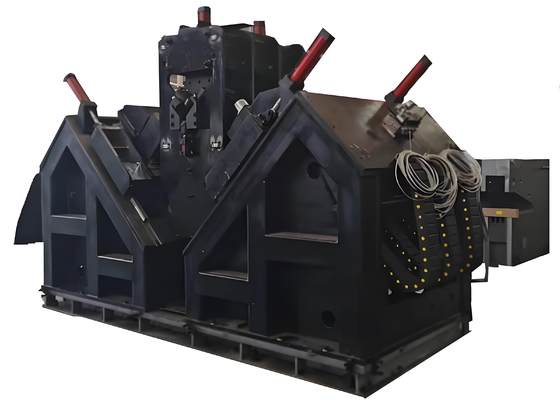
Esta linha de produção é projetada especificamente para perfuração e estampagem de aço angular de grande porte e alta resistência, aplicado em torres de linhas de transmissão. Todos os furos necessários no aço angular podem ser processados nesta linha, apresentando excelente qualidade dos furos, alta precisão posicional, bem como alta eficiência de produção e capacidades avançadas de automação.
Parâmetros principais:
| Modelo |
ADM2532 |
| Tamanho do ângulo (mm) |
140*140*10~250*250*32 |
| Comprimento máximo da matéria-prima (m) |
14 |
| Força de marcação (kN) |
1000 |
| Nº de grupo de caracteres |
1 |
| Nº de caracteres |
18 |
| Tamanho do caractere (mm) |
14*10*19 |
| Faixa de distância precisa (mm) |
50~220 (Contínuo) |
| Nº de brocas em cada lado |
3 (2 grupos, 6 no total) |
| Nº de lâminas em cada lado |
3 |
|
Cone do fuso de perfuração
|
BT40 |
| Diâmetro máximo de perfuração (mm) |
Φ40 |
| Velocidade máxima de rotação do fuso (r/min) |
6000 |
| Unidade de resfriamento da broca |
MQL 360-2 (Resfriamento a seco) |
| Capacidade de armazenamento de óleo da unidade de resfriamento |
2L |
| Óleo de corte |
Óleos de corte micro à base de óleo vegetal (2000-25) |
| Consumo de combustível |
5~50ml/h |
| Tipo de acionamento do carro CNC |
Servomotor AC, acionamento por cremalheira e pinhão |
| Velocidade máxima de alimentação do ângulo (m/min) |
40 |
| Método de acionamento do movimento de alinhamento do eixo AB |
Guia de Movimento Linear; Servomotor AC; Parafuso de esfera Acionamento secundário |
| Velocidade máxima de deslocamento do patim da cabeça de perfuração (m/min) |
10 |
| Tipo de acionamento da cabeça de perfuração |
Guia de Movimento Linear; Servomotor AC; Parafuso de esfera Acionamento secundário |
| Velocidade máxima de alimentação da cabeça de perfuração (m/min) |
14 |
| Método de trabalho do braço do carro alimentador |
Tipo de elevação vertical |
| Número de cilindros de tombamento no lado de descarga |
4 |
| Método de resfriamento da estação hidráulica |
Resfriamento a ar |
| Nº de eixos CNC |
9 |
| Pressão do ar (MPa) |
1 |
| Potência total |
Cerca de 150KW |

Características do produto:
1. O fuso de perfuração é equipado com um mecanismo de fixação automática da ferramenta por mola de disco e um cilindro hidráulico para liberação da ferramenta, o que permite a substituição conveniente das hastes da ferramenta. A seção frontal do fuso adota uma estrutura de proteção de vedação labiríntica e um design à prova d'água, e é equipado com um dispositivo de cortina de ar—esta configuração impede efetivamente que o fluido de corte entre no interior do fuso.
2. A linha de produção é equipada com um dispositivo de carregamento automático (composto por um canal de alimentação transversal e um rack de carregamento rotativo), um dispositivo de descarga automático e um dispositivo de alimentação automático. Todos os furos e marcações de identificação de aço necessários no aço angular podem ser concluídos em uma única passagem pela linha de produção, sem necessidade de intervenção manual durante o processo de processamento. Isso não apenas simplifica o fluxo de trabalho, mas também reduz significativamente a intensidade de trabalho dos operadores.
3. A unidade de marcação adota uma estrutura de corpo fechado, com alta resistência estrutural e desempenho de operação estável. É configurada com um suporte de base (fixado à base da máquina), uma base móvel e uma caixa de caracteres de cabeça de prensa acionada hidraulicamente. De acordo com as instruções do computador, as operações de marcação são executadas nas posições especificadas nos desenhos de engenharia. Para expandir a faixa de processamento da máquina, um mecanismo de ajuste manual foi adicionalmente integrado. Este mecanismo permite ajustes na posição descendente da base móvel (ou seja, a posição da cabeça do caractere), permitindo a adaptação às posições de marcação de aço angular com diferentes especificações.
Esses espécimes cobrem uma variedade de especificações comuns e layouts de furos de aço angular aplicados em torres de linhas de transmissão. Eles permitem que usuários ou inspetores em potencial verifiquem visualmente o desempenho operacional do equipamento, fornecendo assim referências tangíveis e intuitivas para avaliar se o equipamento atende às demandas práticas de produção.
Este equipamento é projetado especificamente para perfuração e estampagem de aço angular de grande porte e alta resistência utilizado em torres de linhas de transmissão, e é amplamente aplicado em diversos cenários em toda a construção e manutenção da infraestrutura de transmissão de energia. Na construção de linhas de transmissão de ultra-alta tensão (UHV)—onde as torres precisam suportar condições climáticas extremas e cargas pesadas—este equipamento assume um papel crítico no processamento dos componentes de aço angular que constituem a estrutura principal das torres. Ele cumpre eficientemente as tarefas de perfuração e estampagem para aço angular usado em corpos de torres, braços cruzados e outras partes estruturais chave, garantindo precisão dimensional precisa e conexões robustas para garantir a estabilidade geral das torres.

 Por favor verifique seu email!
Por favor verifique seu email!